Создадим программу для обработки детали в двух плоскостях и с использованием 3+1 координат. Делать это будем двумя этапами без использования роторной обработки.
Подготовим деталь, создав нулевую точку и добавив модель заготовки к детали.
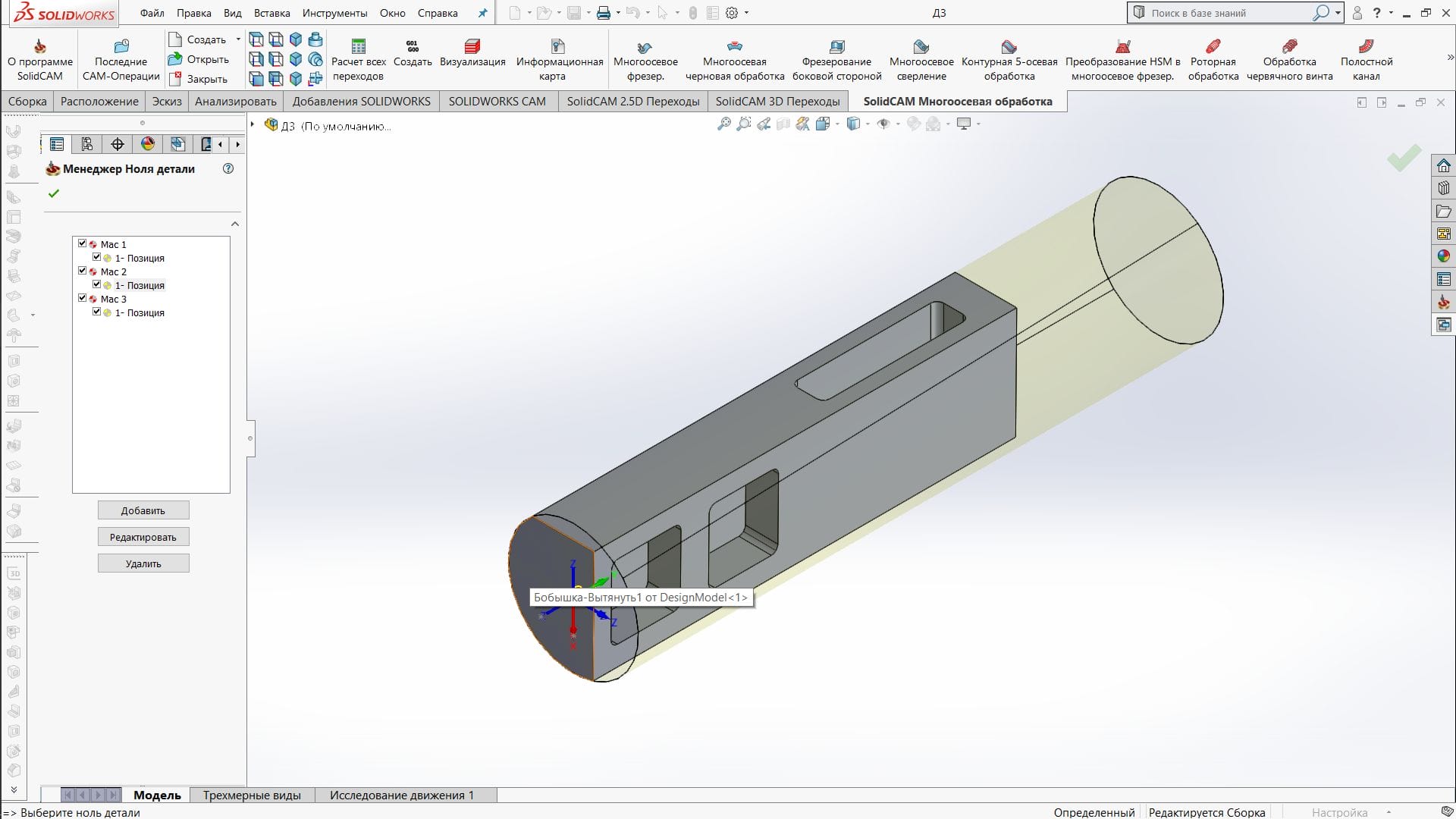
Дополнительно создадим еще две точки для будущих операций, разместим системы координат таким образом чтобы ось Z была перпендикулярна плоскости обработке, а ось Y, в которой находиться делительная головка была соосна заготовке.
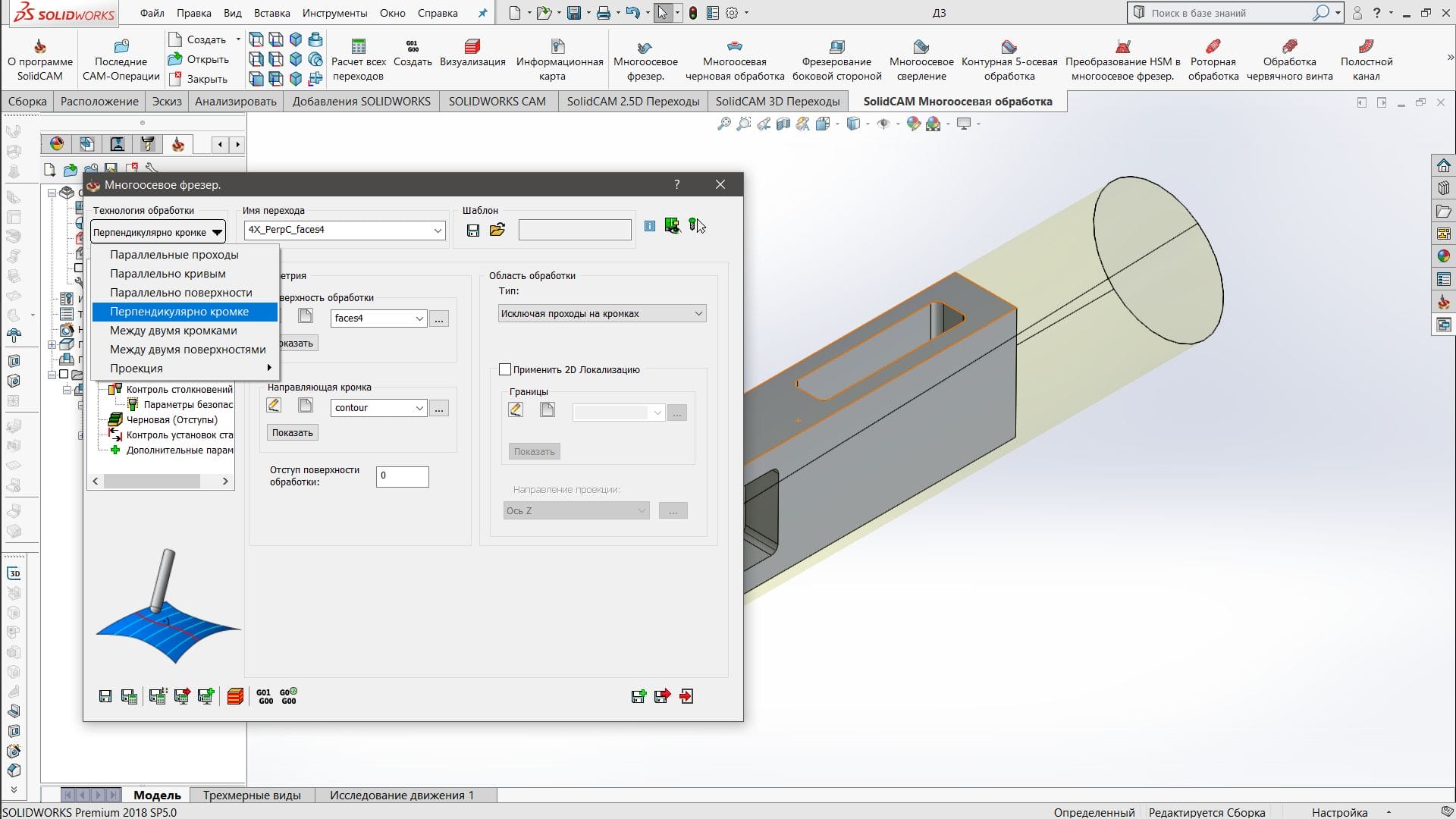
Создадим операцию многоосевой обработки, в качестве технологии выберем Перпендикулярно кромке для правильного позиционирования инструмента. Выберем плоскости для обработки и соответствующую нулевую точку.
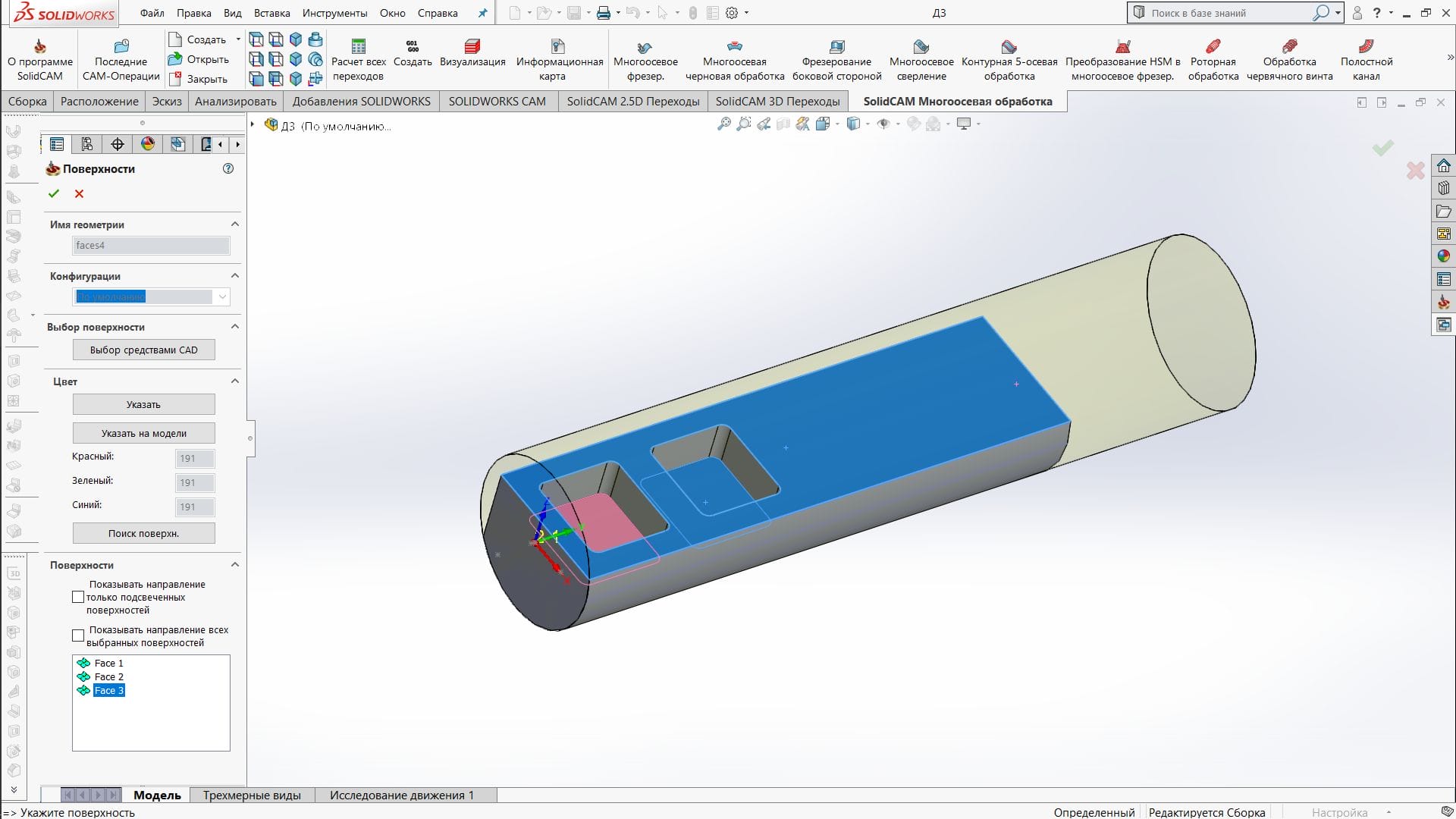
В качестве направляющей зададим кромку, образуемую выбранной плоскостью.
Зададим инструмент и параметры траектории. Выберем вид обработки 4 оси и зададим вращение оси Y.
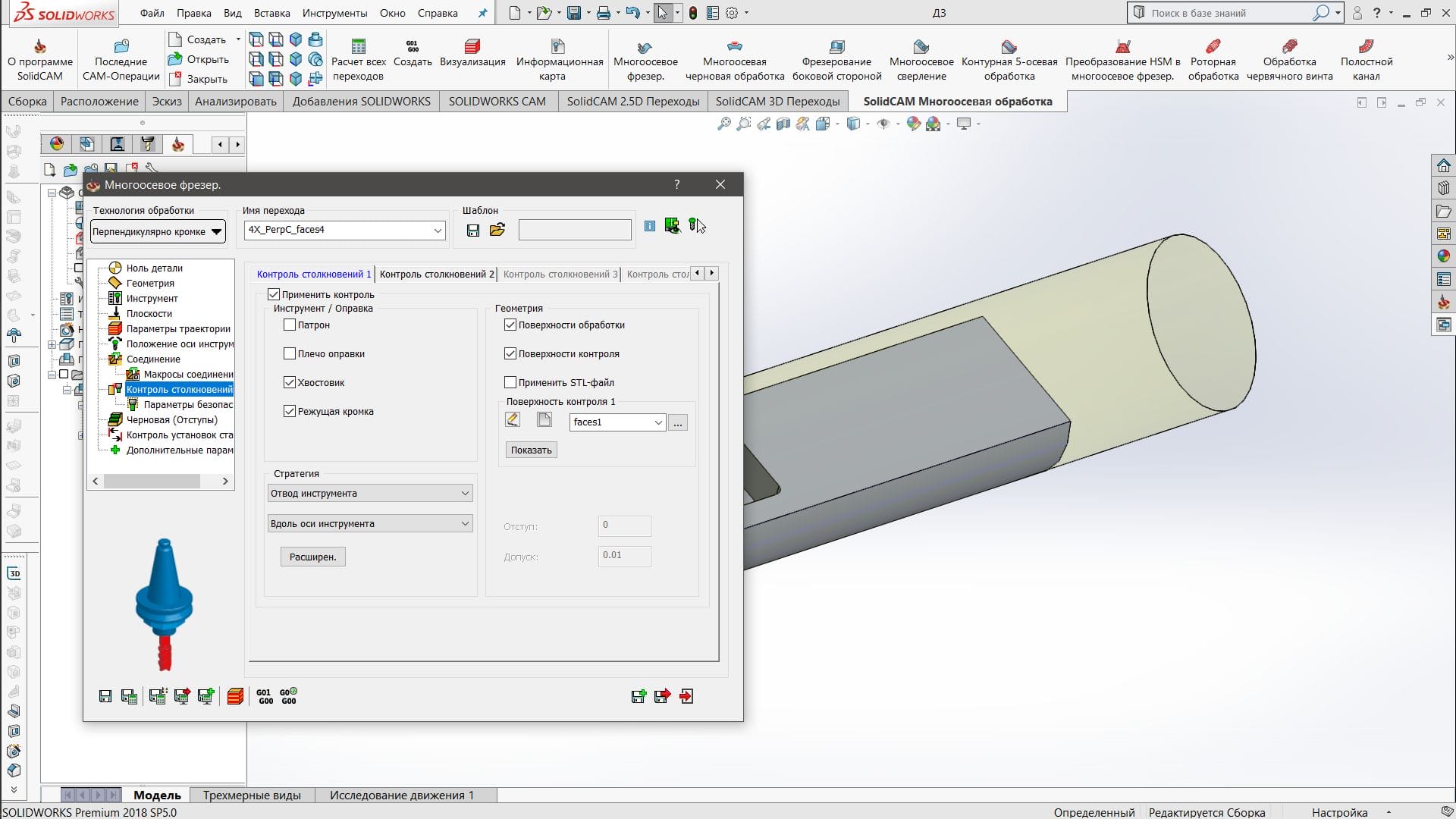
Также зададим контроль столкновений инструмента, используя в качестве контрольной геометрии поверхность добавленной заготовки.
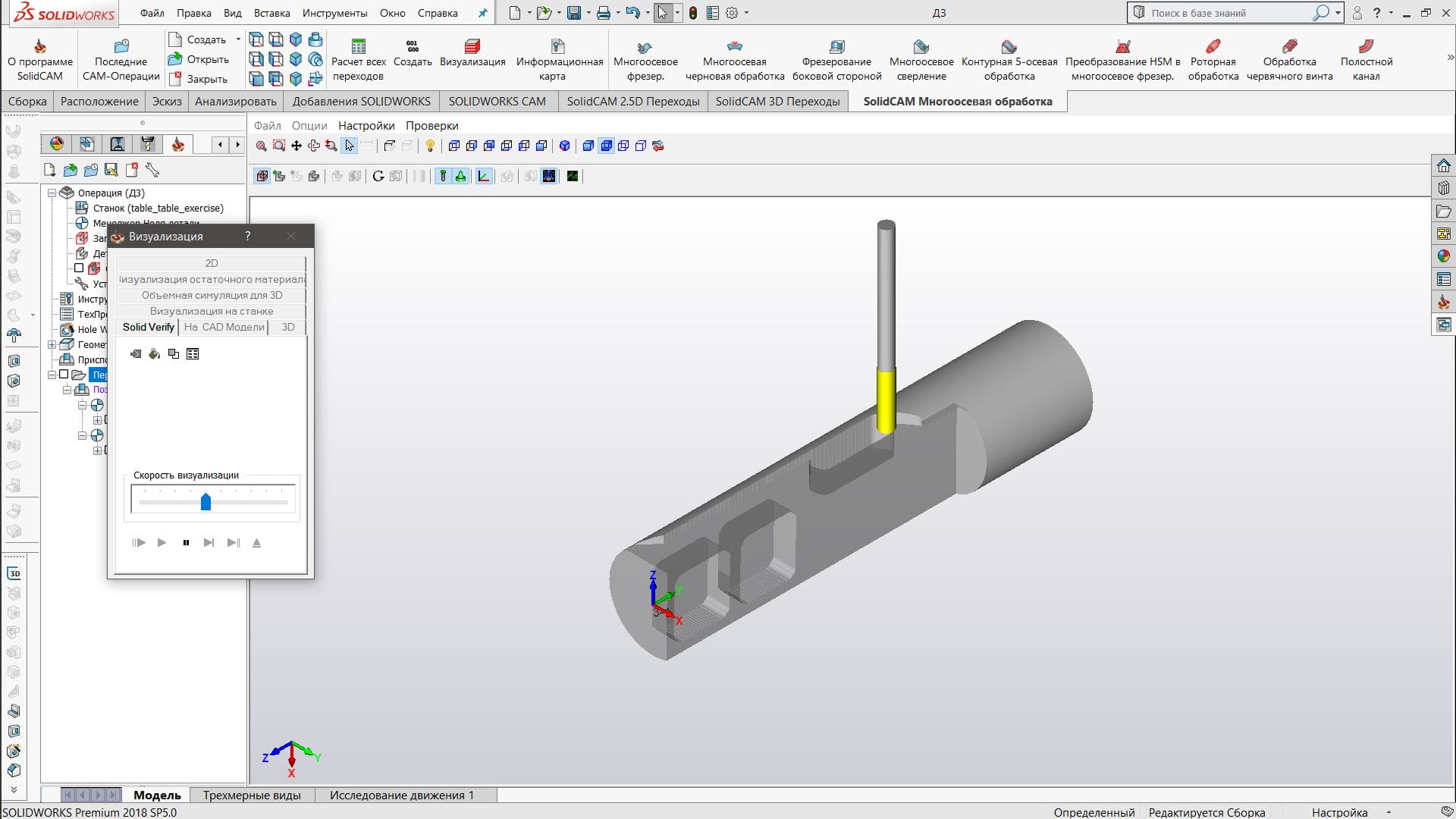
Создадим траектории и запустим симуляцию процесса обработки.

Повторим создание операции для второй поверхности обработки использую тот же алгоритм, но выберем нужную нулевую точку. Создадим траектории и запустим симуляцию для проверки правильности отработки УП.
Таким образом была создана управляющая программа для обработки детали на 3+1 осях без использования роторной операции обработки. Можно разбивать программу на этапы и выбирать для обработки отдельные геометрии, в отличии от роторных операций, подхватывающих для обработки модель изделия целиком.
Такой подход заставит наладчика определить три рабочих системы координат ведь в код будет выдаваться G53, G54 и G55. Зачем это делать? Есть Позиции систем координат — они и предназначены для варианта 3+1, при которой задается лишь один ноль заготовки оператором или наладчиком. Мне кажется не хватает специалистов для запланированного курса…
R — Референтная точка Определяется кулачками и измеряющей системой. Расстояние от референтной точки до нулевой точки станка М должно быть известным.
A — Только для токарных станков.Точка упора.В некоторых случаях возможно совпадение с нулевой точкой детали (заготовки). B — Стартовая точка. Назначается управляющей программой.В данной точке первый режущий инструмент начинает обработку.