В нашей работе мы часто сталкиваемся явлением, поломки тех или иных деталей оборудования. По виду разрушения эти поломки часто имеют усталостный характер, как раз на участках концентрации напряжений.
Что такое концентрация напряжений
Концентрацией напряжений называют резкое возрастание напряжений в местах резкого изменения формы тела (в районе внутренних углов, выточек, отверстий, канавок и т.д.). В местах концентрации напряжений несправедлива гипотеза плоских сечений и формулы сопротивления материалов неприменимы.
Напряжения вблизи концентраторов напряжений определяются методами теории упругости или экспериментально (методы фотоупругости, голографической интерферометрии, тензометрии, муаровых полос и др.). Для оценки степени концентрации напряжений вводится теоретический коэффициент концентрации напряжений. Эффективный коэффициент концентрации напряжений k, является критерием чувствительности материала к концентрации напряжений и равен отношению предела прочности гладкого образца вк условному пределу прочности надрезанного образца σ внадр. Условный предел прочности надрезанного образца равен отношению предельной нагрузки, выдерживаемой образцом с надрезом, к площади наименьшего сечения образца.
Ярко выражены усталостные повреждения в цилиндрических деталях по типу валов. На рис. 1 приведен пример вала, с усталостной поломкой которого (рис. 2) пришлось столкнуться на практике нашему коллективу.
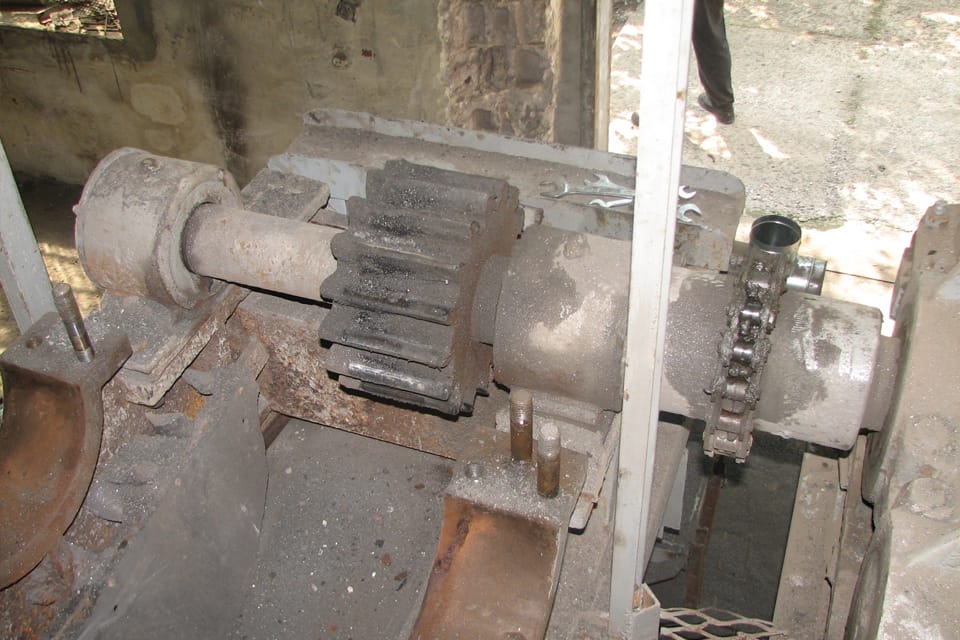

Как видно, на рис. 2 поломка имеет явные признаки усталостного разрушения детали. Об этом свидетельствует характер излома, а также это косвенно подтверждается наличием значительного износа рабочих поверхностей зубчатой шестерни. Кроме того, в процессе эксплуатации происходили кратковременные перегрузки линии привода, которые не приводили к аварийным ситуациям благодаря наличию клиноременной передачи и защиты по току электродвигателя. Тем не менее, наличие даже кратковременных перегрузок способствовало развитию усталостных процессов в данном валу. Но одним из важных моментов, который оказал существенное влияние на усталостное разрушение вала, являлось наличие концентраторов напряжений на участках перехода — галтели были очень малы, а перепад диаметра от основного тела вала к шестерне значительный.
Данный практический эпизод дал нам повод для обновления в памяти знаний о концентраторах напряжений, что в дальнейшем привело нас к разработке ряда технических решений по деталям оборудования, которым занимается наш коллектив. Разработанные решения касались изменения профиля некоторых валов с целью снижения концентрации напряжений на участках перехода.
Далее приведем краткую информацию, которой мы руководствовались при поиске рациональных конструктивных решений, а также ту, которая может быть полезна нашим читателям.
И как всегда, по традиции, просим делится Вашим мнением и знаниями, ведь мы работая в небольшом коллективе, сталкиваясь с большим количеством разнообразных задач, не можем обладать полнотой знаний по всем направлениям машиностроения, ремонта и эксплуатации оборудования и любой совет и конструктивную критику воспринимаем с благодарностью.
Типы концентраторов напряжений
Концентраторы напряжений в совокупности с действием повышенных нагрузок способствуют образованию трещин в деталях машин. За счет оптимизации геометрических параметров деталей возможно повысить ресурс деталей работающих в условиях воздействия переменных нагрузок. К таким способам оптимизации можно отнести создание разгрузочных канавок, скругление углов перехода, смещение концентраторов в менее нагруженные участки детали и т. п.
Особенностью многих концентраторов напряжений в деталях является то, что они расположены на участках технологических переходов, в которых как раз и возникают пиковые напряжения (рис. 1).
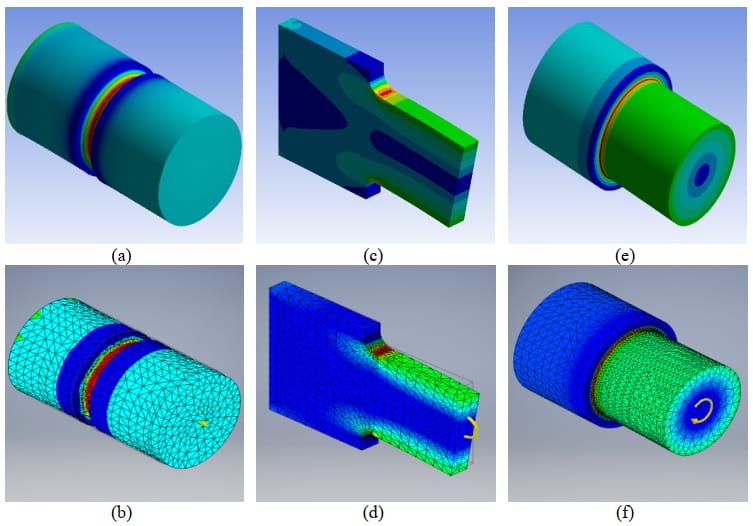
(a) и (b) — вал с радиальной канавкой при растяжении;
(c) и (d) ступенчатая плоская пластина, подвергаемая изгибу;
(e) и (f) вал подвергаемый кручению;
(а), (в) и (д) — расчеты произведены Ansys;
(б), (г) и (е) — расчеты произведены в Inventor.
К примеру, у деталей исходная заготовка которой представляет собой поковку, при последующей механической обработке происходит удаление упрочненных участков. Кроме того, переходы формы кованых и штампованных деталей имеют пониженную прочность на этих участках за счет вытяжки металла.
Для литых заготовок концентраторы образуются на участках перехода формы за счет нарушения структуры металла при кристаллизации и охлаждении. На таких участках высока вероятность возникновения микротрещин, присутствия пористости металла и остаточных напряжений.
Таким образом существуют два типа концентраторов напряжений — обусловленные геометрическими параметрами детали и технологические.
Концентраторы напряжений в валах и осях
Источниками концентрации напряжений в валах и осях являются уже упомянутые ранее участки перехода формы, а также условия монтажа других деталей — ступенчатые переходы, шлицы, шпоночные пазы, резьбовые участки, поперечные отверстия, проточки, напрессовка или зажим деталей и т .п. Таким образом, концентрация напряжений определяется деталями, которые крепятся на вал или ось и размещением опор.
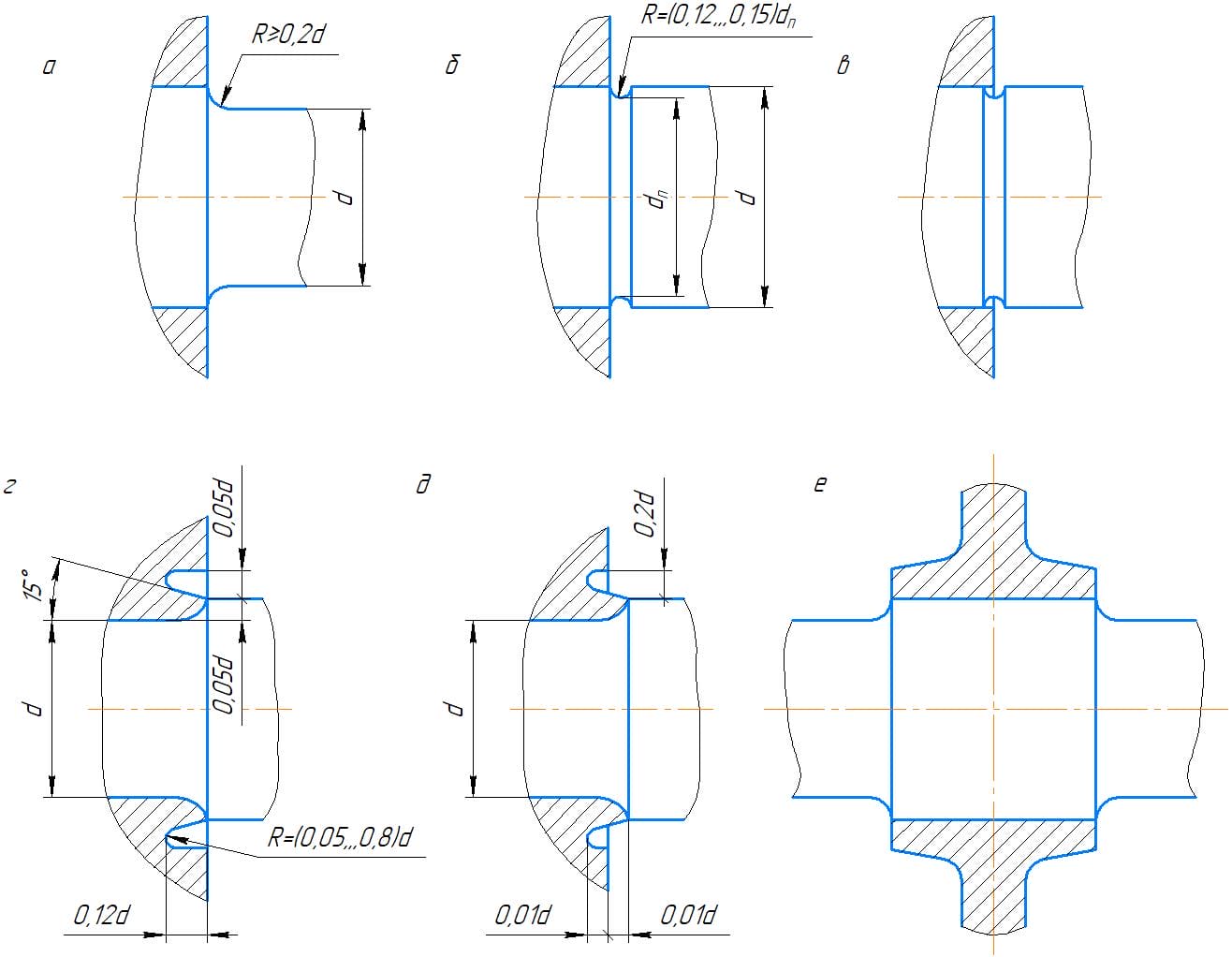
На рис. 3 представлены типичные примеры участков перехода формы валов и осей.
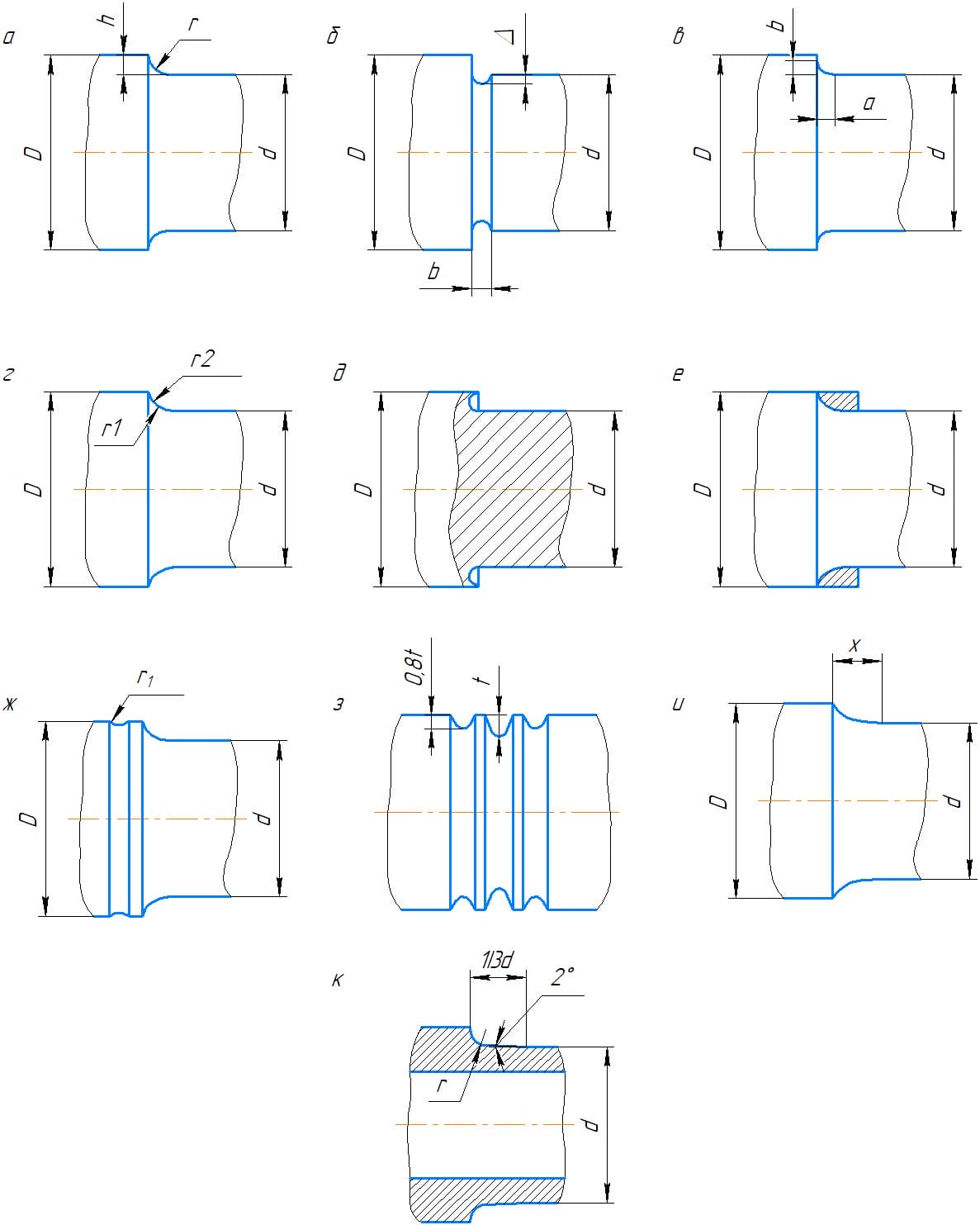
- Рис 4а. Размеры радиуса r и перепада диаметров d и D при установке подшипников регламентируются следующими рекомендуемыми соотношениями: h/r=3, r/d=0,02…0,04 (для подшипников), r/d=0,03…0,06 (для втулок), с учетом размеров фасок на кольцах; эффективные коэффициенты концентрации напряжений* изгиба и кручения k=2,0…2,3 для стали в=600…1000 МПа.
- Для валов из легированных сталей с соотношением D/d=1,4 значения эффективного коэффициента концентрации напряжений равны k=1,6…3,2 при соответствующем соотношении r/d=0,011…0,028.
- Рис 4б. С учетом того, что выполнение галтелей уменьшает ресурс шлифовальных кругов и усложняет обработку, рекомендовано делать выточки для выхода круга с наибольшими возможными закруглениями.
- Рис. 4в и 4г. Для напряженных валов рекомендовано применять галтели с эллиптическим контуром или очерченные разными радиусами. Такой подход позволяет сделать более равномерным распределение напряжений вдоль линии перехода вала.
- Рис. 4д. Для уменьшения протяженности галтели в ряде конструктивных исполнений используют галтели с поднутрением участка вала на большем диаметре. Однако, такой подход усложняет технологию изготовления деталей.
- Рис. 4е. Иногда, при наличии протяженной галтели на валу, для улучшения условий монтажа подшипников и колес используют промежуточное упорное кольцо, внутренняя поверхность которого повторяет контур галтели.
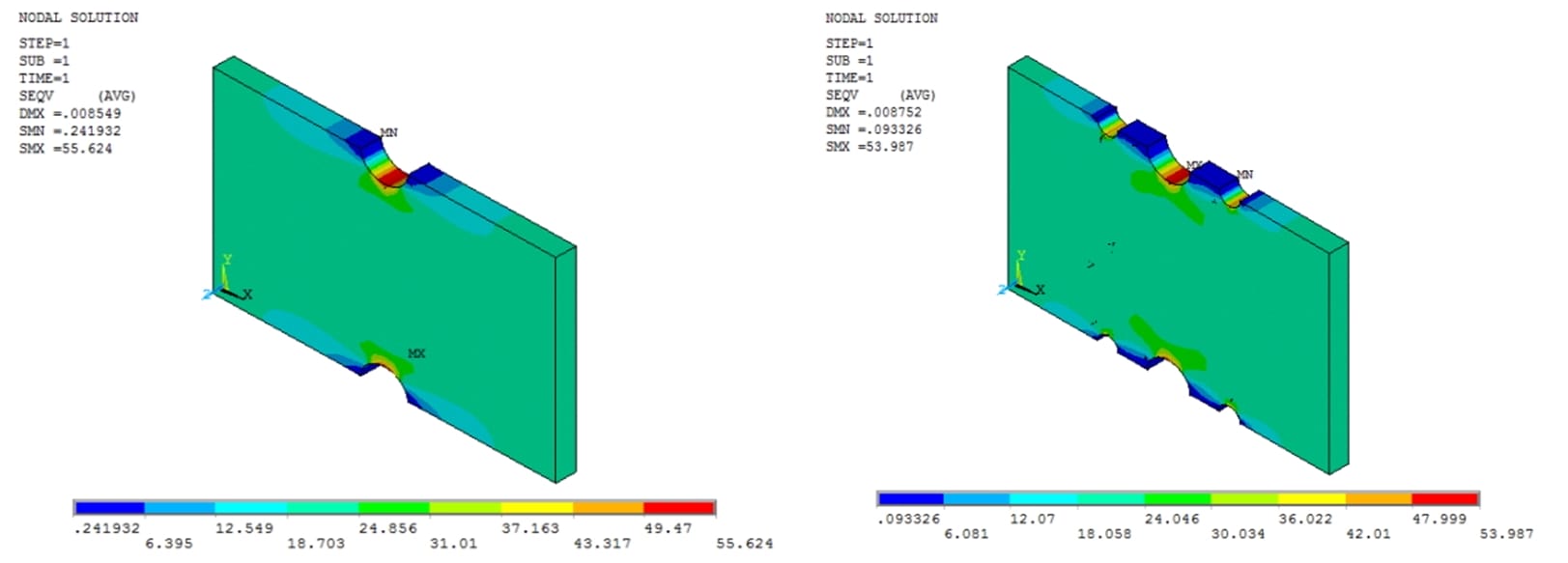
- Рис. 4ж и 4з. Иногда эффективным является применение разгрузочных кольцевых канавок на ступени большего диаметра. Применение таких канавок снижает нагруженность перерезанных волокон. Кроме того, применение разгружающих канавок глубиной 0,8 от глубины основной канавки, по примеру рис. 3 ж, позволяет снизить напряжения в окрестности основной канавки на 20%.
- Рис. 4и. Для валов, которые имеют возможность увеличения длины переходных участков удается добиться оптимальных параметров галтели — при длине участка перехода , равной диаметру значения коэффициентов концентрации напряжений при изгибе k и кручении kстремятся к единице.
- Рис. 4к. Для полых валов рекомендован конусный переходной участок с углом конуса 4, длиной d/3 и галтель r/d=0,05.
В качестве иллюстрации эффективности применения разгрузочных канавок на рис. 5 приведен простой пример расчетной модели.
Снижение усталостной прочности валов происходит также при напрессовке деталей. Снизить негативное влияние на показатели прочности применяют следующие методы:
- Рис. 6а. Увеличение диаметра вала на участке сопряжения со ступицей на 5% с выполнением плавных галтелей на участках перехода. Такой подход позволяет увеличить предел выносливости при передаче изгибающего момента через ступицу на 20…25%.
- Рис. 6б, 6в. Изготовление круговых выточек у кромок вала позволяет повысить прочность примерно в 1,5 раза.
- Рис. 6г, 6д. Изготовление на торцах ступиц разгрузочных канавок. При этом стенки у кромок должны быть минимальной толщины. Это позволяет повысить прочность на 20…40%.
- Обкатка роликами галтелей и участка сопряжения со ступицей позволяет увеличить прочность, примерно, вдвое.
- Рис. 6е. На 15…20% можно увеличить прочность соединений при использовании ступиц конической формы.
В качестве примера применения описанных выше подходов на рис. 7, 8 приведен пример разработанного вала с модифицированными концентраторами напряжений.

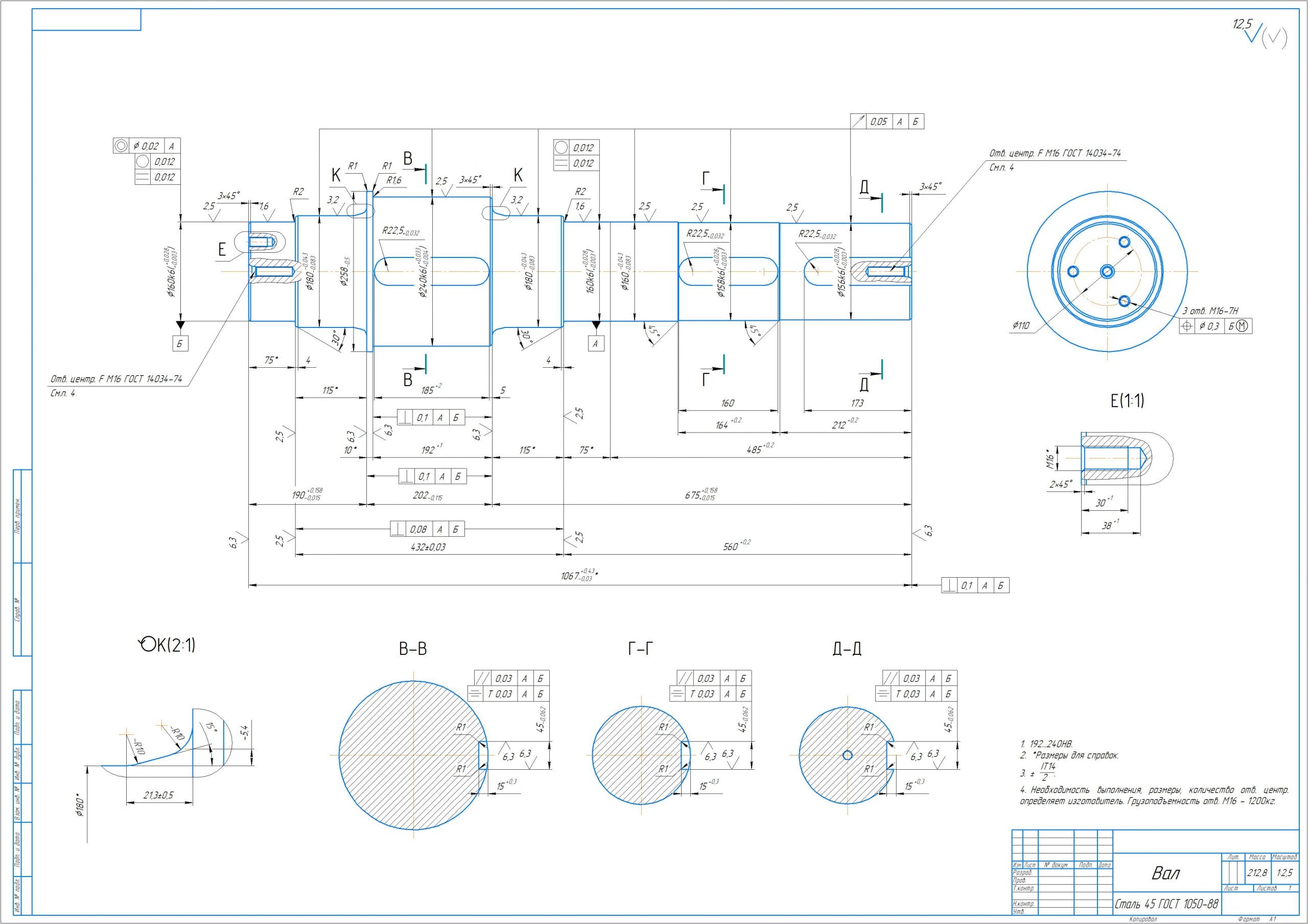
При конструировании данного вала, как видно из чертежа, применены отдельные приемы увеличения усталостной прочности. Кроме того, данный вал, как и тот, что представлен на рис.1, подвергается кратковременным перегрузкам, поэтому изначально расчеты велись с учетом максимальных нагрузок, которые могут быть на 30…50% выше номинальных. Это сделано было, по той причине, что зачастую клиенты, желая сэкономить на оборудовании, просят дать им машину с заведомо меньшей несущей способностью, при этом работают на пределе ее технических характеристик. При этом никто не гарантирует возникновения внештатных колебаний технологической нагрузки.
Расчет вала производился классическими методами сопротивления материалов, т.е. мы не прибегали в данном случае к моделированию нагруженности вала в специализированных компьютерных системах с применением метода конечных элементов.
Вал показанный на рис.1. также был модифицирован, но по просьбе нашего клиента мы не выкладываем его рабочий чертеж.
Резюме
В процессе нашей повседневной работы мы порой забываем о простейших приемах повышения ресурса эксплуатации деталей, поэтому периодически приходится заново открывать для себя давно известные правила. Что-то приходит с практикой, а кое-где нужен совет более опытного товарища. Мы надеемся на взаимопонимание наших читателей и будем ждать советов и практических рекомендаций.
Список источников
- Гребеник В.М., Гордиенко А.В., Цапко В.К. Повышение надежности металлургического оборудования Справочник. — М.: Металлургия, 1988. — 688 с.
- Решетов Д.Н. Работоспособность и надежность машин. Учебное пособие для машиностроительных специальностей вузов. М., Высшая школа, 1974 г., 206 с.
- Серенсен С.В., Когаев В.П., Шнейдерович Р.М. Несущая способность и расчет деталей машин на прочность. Руководство и справочное пособие. 3-е издание. — Москва: Машиностроение, 1975. — 500 с.
- Kutz M. (Ed.) Mechanical Engineers’ Handbook. 3rd Edition. Four Volume Set. — John Wiley & Sons, Inc., 2005. — 4200 p.
- Childs Peter R.N. Mechanical Design Engineering Handbook. Amsterdam: Elsevier, 2014. — 817 p. — ISBN: 978-0-08-097759-1.
- Raghavendra J.V, Adithya V. Kashyap, Skandakumar R, Skandakumar R, 2019, Methods of Reducing Stress Concentration using Finite Element Technique, INTERNATIONAL JOURNAL OF ENGINEERING RESEARCH & TECHNOLOGY (IJERT) NCRAEM – 2019 (Volume 7 – Issue 09).
- Raghavendra J., V. “Methods of Reducing Stress Concentration using Finite Element Technique.” (2019).
- L F Acevedo Román et al 2020 J. Phys.: Conf. Ser. 1448 012004. https://iopscience.iop.org/article/10.1088/1742-6596/1448/1/012004

Спасибо за статью!
Очень важная тема для всех конструкторов-механиков!!
В тяжелых узлах обычно при расчетах закладывается коэффициент запаса прочности не менее 3-4, но важно всегда найти ту грань, чтоб излишне не утяжелять конструкцию. Большой опыт и интуиция-так работало прежнее поколение.
Спасибо, жду следующих статей!
Удачи!
На рис. 3а канавка разве осевая?
Здравствуйте, Андрей. Спасибо, что заметили. Это опечатка, конечно же там радиальная канавка.
Благодарю за статью и источники, но в статье огромное количество пунктуационных ошибок и опечаток. Проводите корректуру своих материалов!
У ребят все верно. Осевая — вдоль оси вала. Спасибо за статью! Тема важная.