Деякі особливості створення робочих креслень рам
Багато вітчизняних виробників обладнання для переробки сировини, особливо невеликі машинобудівні підприємства з обмеженими ресурсами, стикаються з труднощами при виробництві каркасних конструкцій в умовах, коли необхідно забезпечити дешевизну продукту, при цьому не сильно втрачаючи в якості. Ці умови суперечливі спочатку, і накладають деякі, нехай і не коректні з точки зору класичного дизайну, особливості оформлення робочих креслень.
Незалежно від використовуваного проектного середовища, при складанні робочих креслень для перерахованих вище умов можна виявити ряд особливостей, обумовлених специфікою процесу виготовлення цих конструкцій. І ці особливості склалися на практиці методом проб і помилок, коли підприємство працює в кризових умовах.
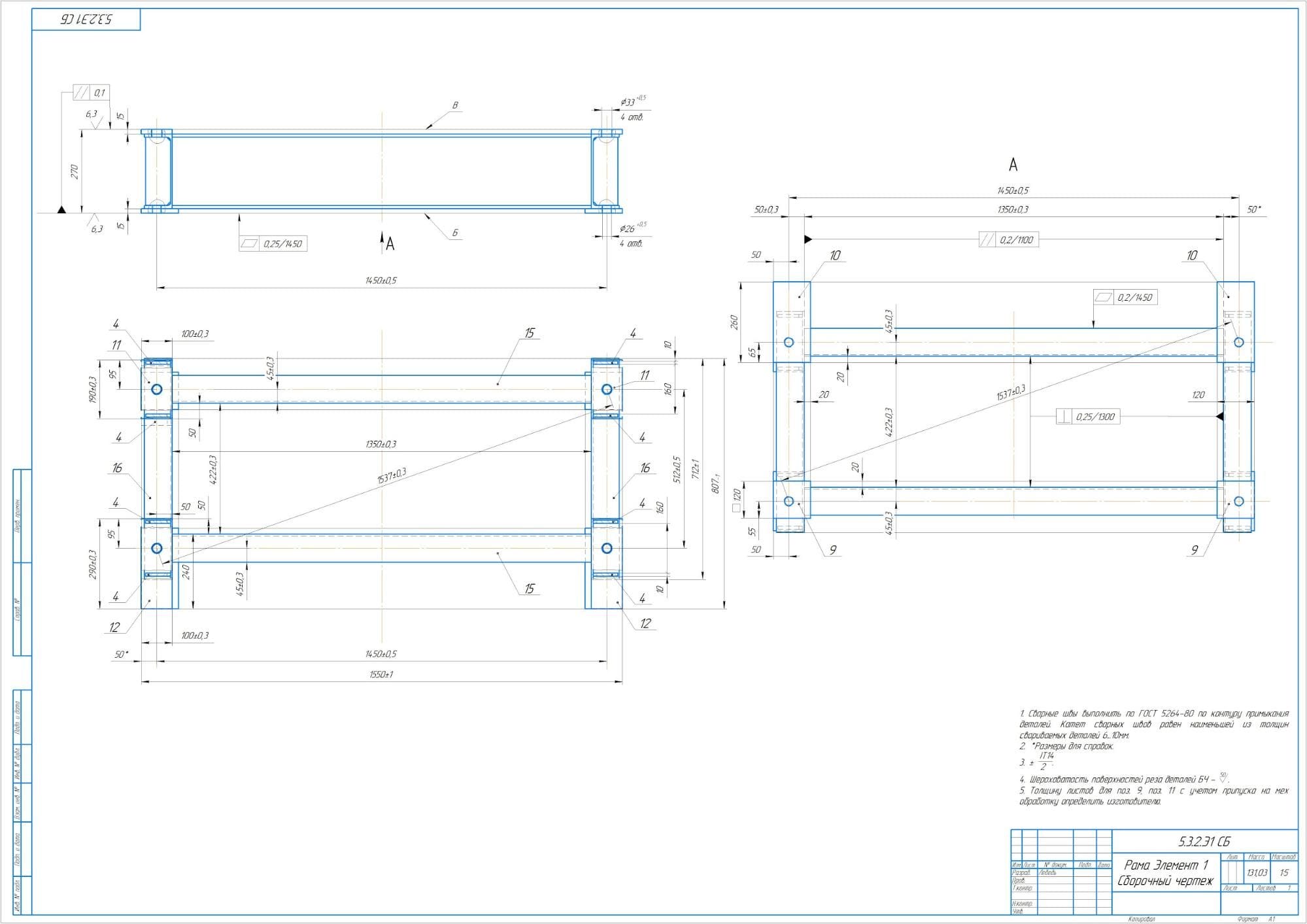
Як приклад для пояснень береться найпростіша рама, представлений на рис.1.
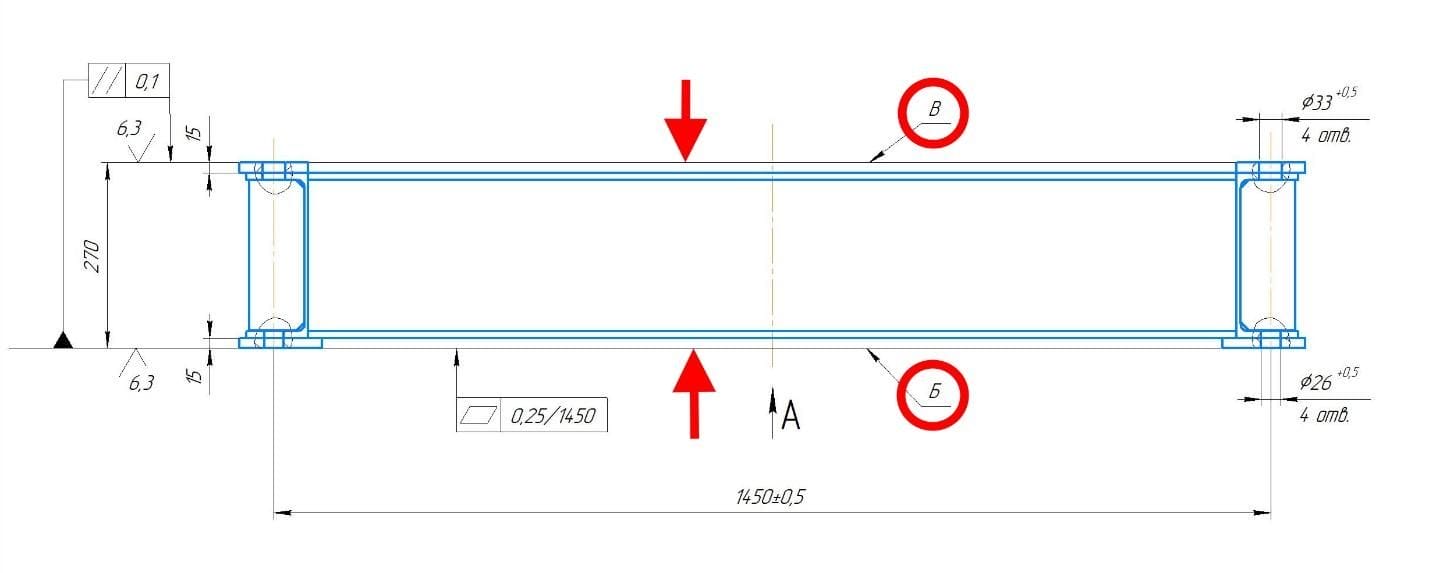
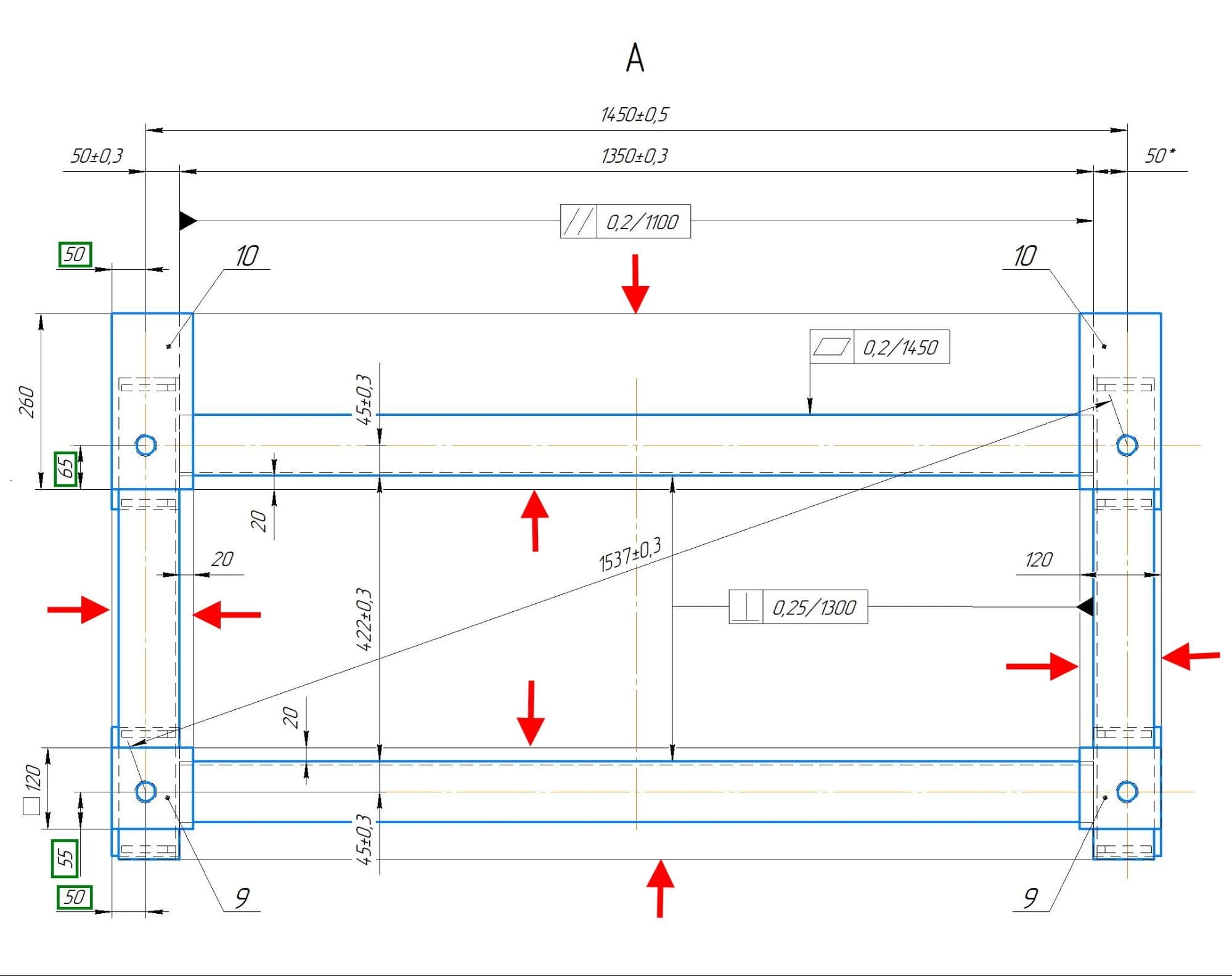
На рис 2-4 представлені основні креслярські види рами. На них нанесені всі розміри та допуски, але на деяких варто зупинитися докладно.
Позначення зварних швів навмисно не проставляються. Вони згадані у вигляді у технічних вимогах до рами. Тому що цей приклад є найпростішим, розрахованим на рівень новачка. В кінці статті є креслення більш складного каркаса з позначенням зварних з’єднань.
А поки зупинимося на наступних нюансах.
На рис. 2 вказаний допуск паралельності, що дорівнює 0,1мм, опорних поверхонь, який важливий для забезпечення нормального монтажу рами. Як видно з рис. 3 та 4 опорні поверхні рами визначаються двома монтажними площинами деталей поз. 9, 10 (площина В), 11, 12 (площина В) – покажчики на них обведені червоним маркером). Для того, щоб витримати цей допуск, кожна з деталей поз. 9-12 до зварювання рами виготовлено з припуском на механічну обробку 5мм.
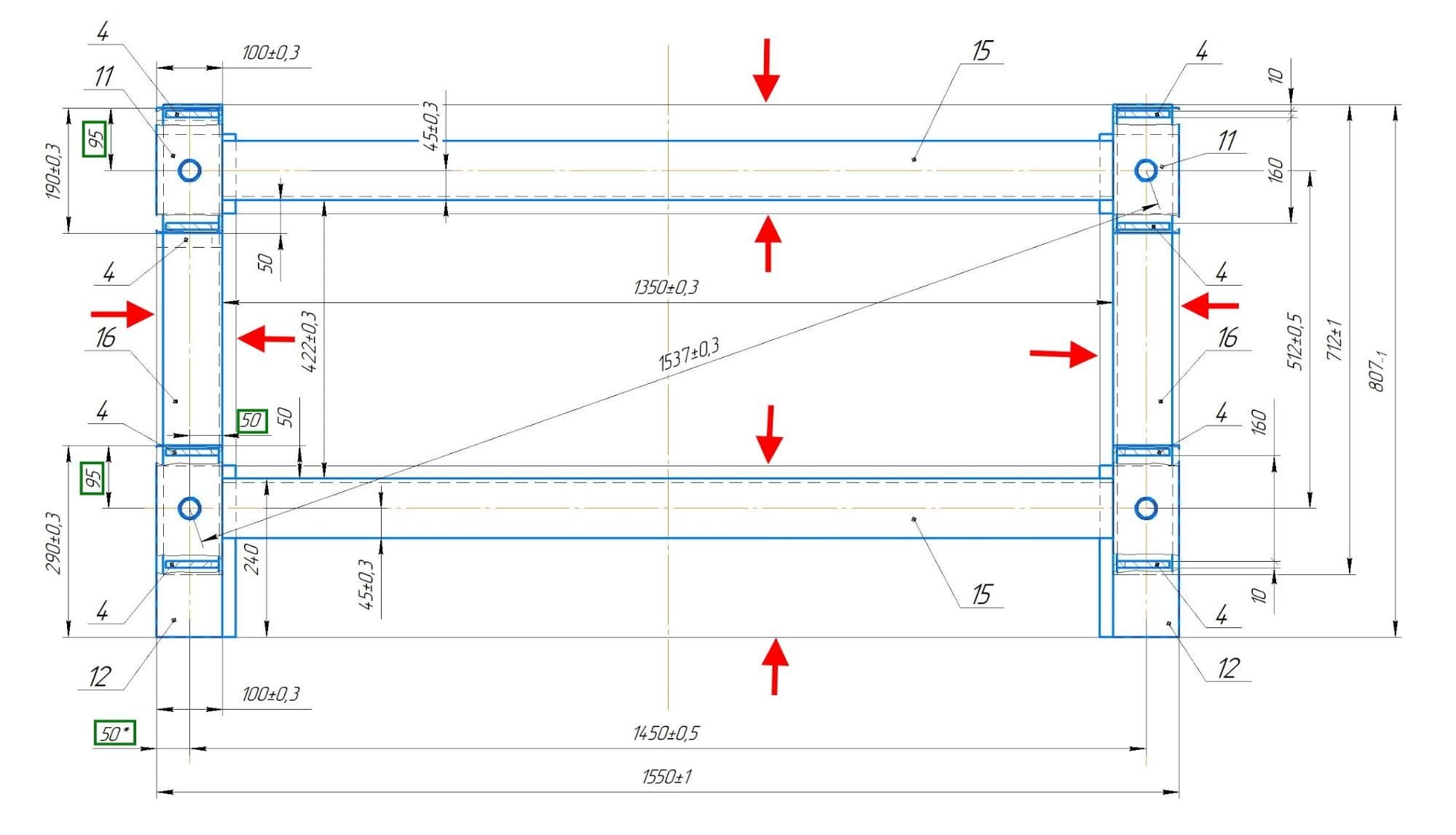
Після зварювання рами в чорнову опорну площину необхідно обробити на чистову. І тут є важливий момент, вказані деталі 9-12 не можна обробляти кожну окремо. Тобто. це означає опорна площина Б і В повинні бути оброблені по черзі, але кожна з них з однієї постановки.
Далі важливим елементом є правильне виконання монтажних отворів в частинах 9-12. Необхідно не тільки правильно встановити відстань між центрами отворів, але й для зручності роботи слюсаря, вказати додаткові розміри. Їх можна назвати на кресленні як довідкові чи основні. Вони необхідні для того, щоб слюсар не помічав осі майбутніх отворів за власним розумінням, так би мовити «в повітрі», а мав чіткий базовий орієнтир. На рис. 3 і 4 такі розміри обведені зеленим маркером. Зрозуміло, що це невірно, і основним орієнтиром служать розміри між осями та діагоналі по центрах отворів, але на практиці слюсарям простіше робити розмітку осей та центрів майбутніх отворів від конкретної матеріальної бази – грані чи ребра. При цьому звірка розмірів діагоналей і осей є обов’язковою.
Для зручності читання малюнка використовуються тонкі допоміжні лінії, які показують, наприклад, що деталі знаходяться на одному рівні. На рис. 2-4 вони позначені червоними стрілками. Так, зрозуміло, що це з погляду конструювання може бути примітивно і неправильно. Але робилося це навмисно на прохання робітників, які займалися виготовленням каркаса, ці лінії, згідно зі своїм практичним досвідом, спростили розуміння креслень.
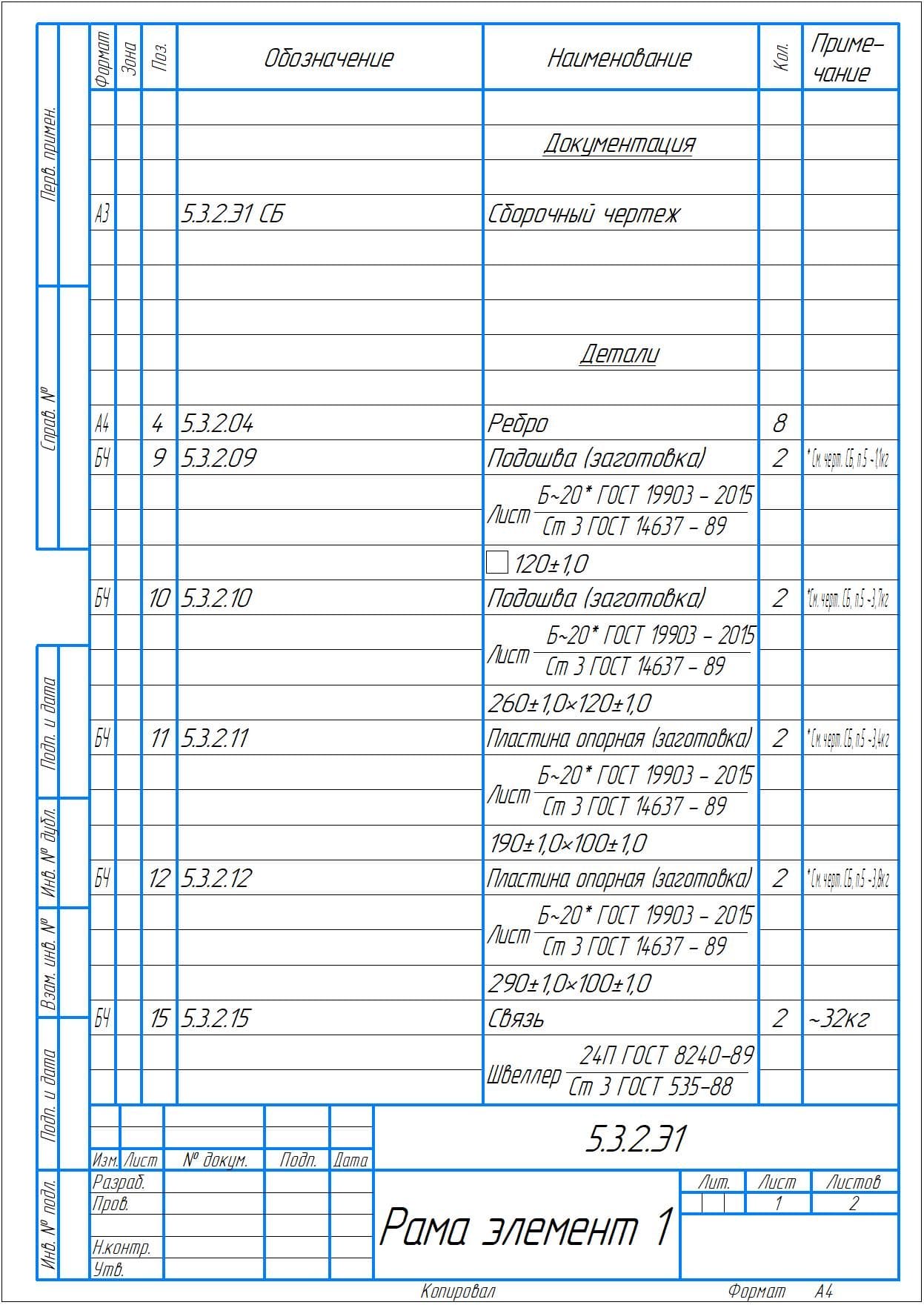
На рис. 5, 6 – це робоч кереслення і специфікація даної рамки.
Професіонали, які зіткнулися з розробкою і виготовленням такої продукції в умовах великих підприємств з добре підготовленими фахівцями і власними конструкторськими відділами, можуть справедливо критикувати такий підхід до розробки документації на виготовлення каркасів. Але, в цьому і полягає мета цієї статті. Почути критику, рекомендації та побажання щодо того, як виробляти продукцію, яка необхідна нашим клієнтам, які також мають труднощі у фінансуванні модернізації виробничих потужностей, в умовах кризи, відсутності підготовлених працівників та мізерної матеріально-технічної бази. Вся складність полягає в тому, як забезпечити баланс між якістю продукції і її вартістю в таких складних і суперечливих умовах.
Щоб наші читачі могли дати нам більше інформації, про яку можна було б подумати і розкритикувати на рис. 7 наведено приклад креслення реального виробу, який вже кілька разів виготовлявся і працює у складі обладнання на гірничодобувних підприємствах.

Креслення, рис. 7 містить більшу кількість конструктивних елементів, крім того, наведені умовні позначення зварних швів відповідно до їх типів
Резюме
Дана стаття не є освітньою і базується на практичному досвіді невеликого машинобудівного підприємства, особливістю функціонування якого є відсутність висококваліфікованих працівників, кризова ситуація в економіці і бажання більшості клієнтів отримати хороший товар за ціною, що не відповідає ринковій ціні на зарубіжні аналоги. І, як правило, такі умови не дозволяють строго дотримуватися строгих стандартів якості проектної документації, що є негативним, але вимушеним моментом. Тому просимо наших читачів висловити свою думку. Нам важливо почути будь-яку конструктивну критику і рекомендації, які будуть корисні в нашій роботі, а можливо, будуть корисні нашим колегам.
